การควบคุมระบบไฟฟ้าและการเชื่อมต่อซอฟต์แวร์สำหรับการคัดแยกอัตโนมัติ
รายละเอียดสินค้า
ในส่วนของ SCADA นั้น เราสามารถทราบสถานะการทำงานหรือประเภทการแจ้งเตือนของอุปกรณ์ทุกประเภทได้ทันเวลา ผ่านการตรวจสอบสถานะอุปกรณ์แบบเรียลไทม์ ซึ่งช่วยให้สามารถซ่อมแซมระบบได้อย่างรวดเร็วด้วยการรวบรวมและการวิเคราะห์แผนภูมิข้อมูลทุกประเภท ประสิทธิภาพแบบไดนามิก ประสิทธิภาพโดยเฉลี่ย ประสิทธิภาพสูงสุด อัตราการแบ่งประเภทที่ไม่ถูกต้อง อัตราการไหลย้อน และดัชนีการผลิตอื่นๆ ของแต่ละเธรดสามารถเข้าใจได้แบบเรียลไทม์บริษัทของเรามีวิศวกรไฟฟ้าและซอฟต์แวร์อาวุโสจำนวนมาก ซึ่งมีประสบการณ์มากมายในการควบคุมและการสื่อสารของระบบการเรียงลำดับเมทริกซ์ ระบบการเรียงลำดับแบบสายพานข้าม ระบบการเรียงลำดับการโหลดอัตโนมัติ และระบบจ่ายชิ้นส่วนอัตโนมัติ

ระบบข้อมูล
คำอธิบายระบบ
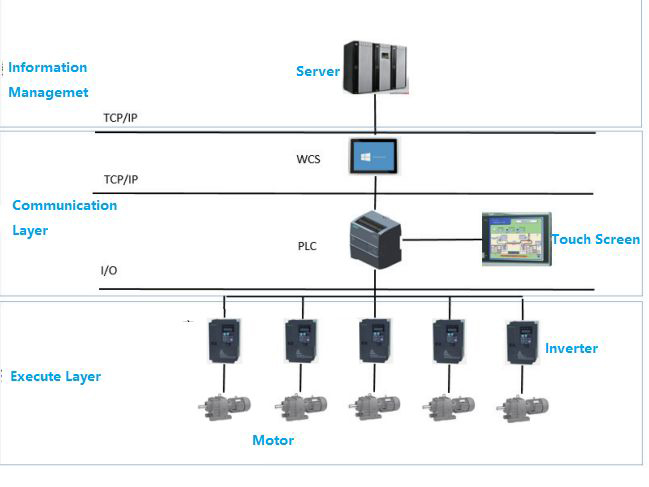
- ระบบควบคุมหลักเชื่อมต่อกับระบบข้อมูลส่วนบนของบริษัท Express ผ่านเครือข่ายเพื่อรองรับข้อมูล เชื่อมต่อกับระบบควบคุมอุปกรณ์ผ่านเครือข่ายควบคุมเพื่อรวบรวมข้อมูลและติดตามกระบวนการผลิตหน้าที่หลัก ได้แก่ การสื่อสาร การติดตาม การวินิจฉัย การจัดการ ฯลฯ
- ระบบรับข้อมูลใบนำส่งสินค้าและเส้นทางจากระบบข้อมูลด้านบน และให้ข้อมูล เช่น ผลการเรียงลำดับ ดำเนินการกำหนดเวลาแบบรวมสำหรับกระบวนการคัดแยกใบนำส่งสินค้าด้านล่าง และติดตาม ควบคุม และจัดการระบบคัดแยกและการลำเลียง อุปกรณ์ระบบซึ่งเป็นส่วนหนึ่งของการจัดการการผลิต การจัดการอุปกรณ์ การจัดการความปลอดภัย ฯลฯ ด้วยวิธีนี้ การดำเนินการตามกำหนดเวลาและการดำเนินการคัดแยกบรรจุภัณฑ์ระบบประกอบด้วยเซิร์ฟเวอร์ เทอร์มินัลการจัดการ เทอร์มินัลการสืบค้น เทอร์มินัลการดำเนินการ สิ่งอำนวยความสะดวกด้านเครือข่าย ฯลฯ

ระบบสถาปัตยกรรม
- ADM: ระบบจัดการการเรียงลำดับอัตโนมัติ
- ADLM: ระบบจัดการผู้ช่วยคัดแยกอัตโนมัติ
- MIS: ระบบสารสนเทศเพื่อการจัดการ
ระบบภายนอก: กระบวนการทำงาน ERP หรือ MES ของลูกค้า
- BCR C: ไคลเอนต์เครื่องอ่านบาร์โค้ด
- SAS: ระบบเสริมการเรียงลำดับ
- WCS: ระบบควบคุมคลังสินค้า

ระบบ WCS WCS
บัตรประจำตัวบาร์โค้ดการอ่านบาร์โค้ด: การอ่านแบบคงที่ที่การเหนี่ยวนำ
ฟังก์ชั่นการเรียงลำดับ
- สามารถอ่านบาร์โค้ดบนบรรจุภัณฑ์ได้โดยอัตโนมัติ และยืนยันรางเป้าหมายตามบาร์โค้ดและรูปแบบการจัดเรียง เพื่อให้สามารถจัดเรียงบรรจุภัณฑ์ลงในรางที่เหมาะสมได้อย่างถูกต้อง
- สำหรับพัสดุด่วนที่ผิดปกติตามเงื่อนไขที่ผิดปกติต่างๆ (ไม่มีข้อมูล ไม่มีเส้นทาง ฯลฯ) พัสดุจะถูกจัดเรียงตามช่องคัดแยกที่แตกต่างกัน
- บันทึกข้อมูลสินค้าที่ตกลงไปในถุงและผูกข้อมูลเหล่านี้ไว้ที่บาร์โค้ดของถุงใหญ่
- สามารถดาวน์โหลดข้อมูลใบนำส่งสินค้าได้แบบเรียลไทม์ และสามารถเก็บข้อมูลใบนำส่งสินค้าได้ไม่ต่ำกว่า 50,000,000 รายการ
- สามารถอัพโหลดข้อมูลที่เกี่ยวข้องกับกระบวนการเรียงลำดับใบนำส่งสินค้าไปยังคอมพิวเตอร์ส่วนบนของคุณ
- ตรรกะอัลกอริทึมสำหรับการจัดสรรราง: การหมุนเวียน
- ระบบ MIS การจัดการโครงร่างการเรียงลำดับ MISการตั้งค่าพื้นฐานของลอจิกชูต
- การตั้งค่าพื้นฐานของปล่องคัดแยก
- การตั้งค่าโครงร่างการเรียงลำดับ: จะกำหนดความสัมพันธ์ที่สอดคล้องกันระหว่างรางและรางลอจิก
- การจัดการกะการเรียงลำดับระบบจำเป็นต้องมีการจัดการการเริ่มต้นและสิ้นสุดกะกะสามารถจัดการได้ทีละคน
- สำหรับการจัดการงานการเรียงลำดับ งานการเรียงลำดับแต่ละงานสามารถมีแผนการเรียงลำดับที่แตกต่างกัน
การเรียงลำดับแบบสอบถามผลลัพธ์
ผู้ใช้อาจได้รับข้อมูลการเรียงลำดับของกะปัจจุบัน หรือข้อมูลการเรียงลำดับของกะในอดีต
ผู้ใช้อาจได้รับบันทึกการสื่อสาร ฯลฯ
ค้นหาข้อมูลการเรียงลำดับของแต่ละบรรจุภัณฑ์ในงานการเรียงลำดับปัจจุบันและงานการเรียงลำดับในอดีต เช่น เวลาสแกนโค้ด เวลาป้อน เวลาเอาท์ หมายเลขราง หมายเลขการเหนี่ยวนำ และการเรียงลำดับสำเร็จหรือไม่ เป็นต้น
รายงานทางสถิติ
- สถิติประสิทธิภาพการเรียงลำดับของการเหนี่ยวนำ: ประสิทธิภาพการเรียงลำดับของการเหนี่ยวนำแต่ละครั้งต่อชั่วโมงจะถูกนับและแสดงในแผนภูมิ
- สถิติปริมาณการเรียงลำดับ: สถิติปริมาณการเรียงลำดับรายวัน และสถิติปริมาณการเรียงลำดับของแต่ละกะ
- สถิติปริมาณงานของราง: สถิติปริมาณงานของแต่ละราง
การจัดการข้อมูล
- ระบบจะสำรองข้อมูลตารางข้อมูลใบนำส่งสินค้า ตารางข้อมูลผลการเรียงลำดับ และตารางบันทึกระบบในฐานข้อมูลอย่างสม่ำเสมอ
- โดยทั่วไป ตารางข้อมูลใบนำส่งสินค้าจะจัดเก็บข้อมูลไว้ 2 ถึง 3 เดือน และจะได้รับการสำรองข้อมูลโดยอัตโนมัติหลังจากหมดอายุ
- โดยทั่วไป ตารางข้อมูลผลการเรียงลำดับจะจัดเก็บข้อมูลไว้ 2 ถึง 3 เดือน และจะได้รับการสำรองข้อมูลโดยอัตโนมัติหลังจากหมดอายุ
- โดยทั่วไปตารางบันทึกของระบบจะถูกบันทึกไว้เป็นเวลาครึ่งปี และจะถูกล้างโดยอัตโนมัติหลังจากหมดอายุ



















